
Optimizando el mantenimiento
Por Richard Widman
Muchas publicaciones sobre mantenimiento de maquinas, motores, y plantas incluyen puntos de referencia en condenación de aceites, limites de hollín, limites de contaminación, o normas que se debería alcanzar. Pero nos preguntamos: ¿De donde salen esos números? Si nos dicen que el 1% de hollín es el limite condenatorio en el aceite del motor diésel, ¿por qué? ¿por qué no 0.5% o 0.8%? Cuando dicen que el aceite hidráulico debe tener una limpieza ISO 4406:99 de 16/14/11 para servo-válvulas, ¿cómo podemos llegar a eso? Y por qué no 15/14/11 o mejor?
Este es el Boletín #192 de nuestro programa de Boletines Informativos mensuales. Todos los boletines están disponibles en formato pdf en https://www.widman.biz
¿Cómo son desarrolladas las normas, las metas, los estándares? En algunos casos, hay estudios donde alguien probó diferentes niveles de limpieza en algunas maquinas o piezas para determinar cuál era la vida útil, o el desgaste aceptable para ellos en esas condiciones. En otros casos, los limites son copiados de libros aceptados, sin mayores consideraciones. ¿Pero cómo serán las variables en esos estudios? ¿Cuál es la tolerancia de desgaste en la opinión y economía de los que hicieron el estudio? Y ¿Cuál es nuestro deseo de vida útil para nuestra economía?
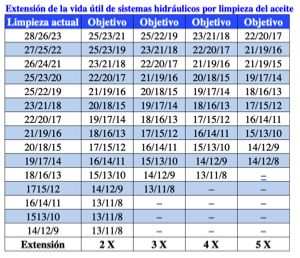
En el boletín 106, mostramos la tabla donde Vickers indica la probabilidad de duplicar la vida útil de sistemas hidráulicos mejorando la limpieza ISO 4406:99 por uno a tres niveles. Miramos este sistema hidráulico y comparamos con la tabla de Vickers.
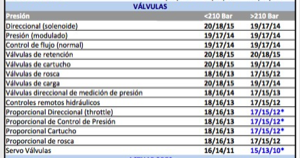
De acuerdo a la recomendación de la industria, por la tabla de Vickers que mostramos aquí, las válvulas de esta máquina requieren una limpieza mínima de 18/16/13 para una vida útil normal. Si miramos la segunda tabla, vemos que se puede duplicar esa vida útil si mejoramos la limpieza hasta 15/13/10. En este caso, con aceite contaminado a 25/22/16, están acortando la vida útil del equipo en un 80%.
Monitoreo proactivo del sistema hidráulico
Una planta que quiere cuidar su máquina hace análisis de aceite periódicamente. Este periodo depende de condiciones operativas y criticidad del equipo en la producción y eficiencia de la planta.
Los resultados deben ser graficados para entender su tendencia, y acciones tomadas para mantener control.

Mantenimiento proactivo nos dice que al observar esa línea subiendo y acercando al próximo nivel, tomamos acciones para parar o llevar de vuelta a lo que era – o mejor. En este caso, vemos que después de tres meses de uso, subió la contaminación del 14/x/x al 15/x/x. Al sexto mes, ya estaba en 16/x/x.

El objetivo es tratar de mantener esto dentro del 14/x/x o algo determinado como importante para la empresa y la criticidad del equipo y vida útil.
Pero si realmente queremos proteger el equipo y reducir los riesgos de contaminación, al darnos cuenta al final del primer trimestre, instalamos un filtro como riñón para controlar la contaminación.

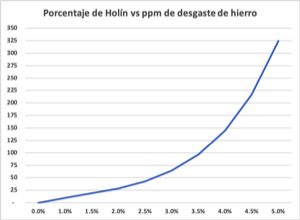
Utilizamos las mismas técnicas de análisis de aceite para mejorar nuestro equipo pesado, camión, camioneta, auto, etc. Uno de los factores importantes en la vida útil de un motor a diésel es la cantidad de hollín que circula en el aceite.
Cerca de 98% del hollín son partículas de carbón. El Carbón actúa como lija en el árbol de levas y los cilindros, cojinetes, etc. Estas partículas varían en tamaño, y se pueden aglomerar para formar substancias más grandes y dañinas. Recordemos que la tolerancia o luz entre las piezas está entre 0,2 µm a 3 µm aproximadamente que es el grosor de la película de lubricante, entonces partículas más grandes dañarán las piezas si el fluido no está limpio.
Si buscamos los limites condenatorios de hollín en el aceite, encontraremos limites estándares recomendados entre 1% y 5% del peso del aceite. Pero, ¿Cuánto de desgaste queremos tolerar en nuestros motores? Una vez que determinamos eso, tenemos dos opciones: Cambiar aceite con mayor frecuencia, o arreglar el sistema de inyección.
Pero ¿cuál es el optimo para nuestro equipo, clima, y altura sobre el nivel del mar?
Es fácil mantener el nivel de hollín en un motor con inyección “Common Rail” entre de 0.2% y 0.5% al nivel del mar y hasta unos 500 metros sobre el nivel del mar. Pero si operamos ese equipo a 4000 metros, el mismo motor puede ser considerado “normal” con 0.8% a 1.0% por la falta de oxigeno a esa altura. Tocamos esto en detalle en el boletín 38.
Un plan de mantenimiento proactivo ataca este problema y de la misma forma que la contaminación de tierra que vemos en el aceite hidráulico, graficamos el nivel de hollín. Hay dos maneras de hacerlo:
- Lo más simple, aunque menos proactivo, es graficar el nivel de hollín, y eventualmente modificar las horas entre cambios para mantener el nivel bruto debajo del limite que establecemos para nuestra empresa, este punto será posiblemente el menos económico.
- El monitoreo más proactivo es normalizar el porcentaje del reporte de análisis en un periodo “X”, como 100 horas o mil kilómetros. Así podemos comparar todas las máquinas y ver los problemas reales por el mismo tiempo de uso, arreglando los problemas para mantener esta contaminación debajo del limite que establecemos.

En estos ejemplos, mostramos una manera de documentar, reaccionar, y corregir los niveles de contaminación o desgaste, pero no debemos olvidarnos de buscar la causa raíz.
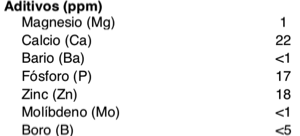
El aceite hidráulico no se ensucia si tenemos buenos filtros en el respiradero, buenos retenes, “o-rings”, y buenas prácticas de relleno. Tampoco estaría con mucha contaminación de partículas de desgaste si el aceite fuera bueno. La falta de aditivos anti-desgaste en el aceite que mostramos causará una muerte prematura de esa máquina.
La causa principal de alto hollín en el motor diésel es inyectores trancados o gastados. La solución correcta no es solo cambiar inyectores o bomba. La solución proactiva es revisar la calidad de filtros del equipo, la ventilación del tanque (¿tiene filtro?), el nivel de tierra que estamos cargando al tanque, etc. Si solo cambiamos inyectores, sin instalar un sistema de filtración del combustible y enseñar al personal como manejar el combustible, estaremos cambiando inyectores con mucha frecuencia.
La información de este boletín técnico es de única y completa propiedad de Widman International S.R.L. Su reproducción solo será permitida a través de una solicitud a info@widman.biz no permitiendo que esta altere sus características ni su totalidad.
Visitantes a este sitio