
Análisis de aceite usado: ¿Para qué hacemos?
Por Richard Widman
Frecuentemente recibimos solicitudes de cotización de análisis de lubricantes usados. En general esto forma parte de un buen plan de mantenimiento en una empresa con maquinaria o vehículos que quieren ser cuidados con un plan de mantenimiento proactivo y preventivo. Pero muchas veces lo que piden no será aplicable para sus objetivos. Piden detalles de características que no tienen nada de importancia con su equipo. Mandan muestras de aceites desconocidos u horas de trabajo desconocidas. Este mes veremos las diferentes pruebas y el valor de cada una en el plan de mantenimiento.
Este es el Boletín #156 de nuestro programa de Boletines Informativos mensuales. Todos los boletines están disponibles en formato pdf en https://www.widman.biz
Descargar iBooks — Descargar Kindle — Descargar pdf
Lo básico
Antes de proceder con el objetivo, debemos reconocer que un análisis de aceite usado solo es valedero si es representativo del aceite en el equipo, sin contaminar con polvo, u otros elementos. No se puede recolectar la muestra del aceite en frascos de gaseosa o cualquier otro envase que haya tenido otro producto, así lo hayan “limpiado o lavado”, ya que el aceite tendrá algo de residuos de ese líquido en nuestro caso de gaseosa, o del detergente que usaron para lavar la botella, o los minerales del agua usada para “enjuagar” la botella, etc. Es más o menos como el señor que vi entrar a un laboratorio un mes atrás con su muestra de orina en un frasco de un café muy conocido y popular. ¿Como cree que saldrán sus análisis?, El concepto de limpieza debe ser asumido con mucha responsabilidad ya que depende de ello las decisiones futuras sobre nuestras máquinas.
Es muy común pensar que lavando el envase con detergente o agua simplemente o combustible estamos limpiando el envase, por lo general no habrá líquido que tenga la mínima limpieza que necesita el más exigente de los equipos, por lo que seguramente se tendrán resultados con un sesgo y ello no servirá para tomar una decisión, también se suele pensar que dejar abierto a la intemperie la botellita o dentro un cuarto o sala de reuniones, esa botellita no tiene contaminación.
También, para ser representativa, la muestra tiene que ser tomada directo del motor o equipo, cuando el equipo está en funcionamiento o recién parado. Pocos días atrás encontramos alguien sacando el aceite de la batea donde se había vaciado para enviar a laboratorio, en tal caso ya estaría anulado el envío por razones obvias. En un curso de capacitación unos días atrás alguien me comentó que prefiere dejar el motor apagado por unos días o meses para que el aceite pueda drenar al cárter lo más posible antes de cambiar o analizar. Así que dado el tiempo, las partículas dejan de estar flotando en el aceite (habrá un proceso de sedimentación) y se acumulan en el cárter o en el área de los balancines, dejando aceite más limpio para salir. Además la suciedad queda para recibir el nuevo aceite. El señor argumentaba que así sale más aceite y más tierra, pero es al revés, especialmente porque el aceite es mucho más espeso una vez que se enfría. Muchos agricultores esperan dos o tres meses entre cosechas para recién hacer el cambio y el envío de muestras para análisis. Además de una práctica mala para el motor (quedar meses con aceite sucio), el aceite no trae los contaminantes que están asentados, y las partículas de corrosión que se formaron en los cojinetes mientras dormía.
Al final, si vamos a analizar el aceite, tiene que ser bien identificado, tomado en caliente (mejor si es con uso de una bombita de vacío), y representativo a la totalidad de lo que está en el equipo para que se traduzca en una buena conclusión que nos permita tomar buenas decisiones.
Horas o Kilómetros
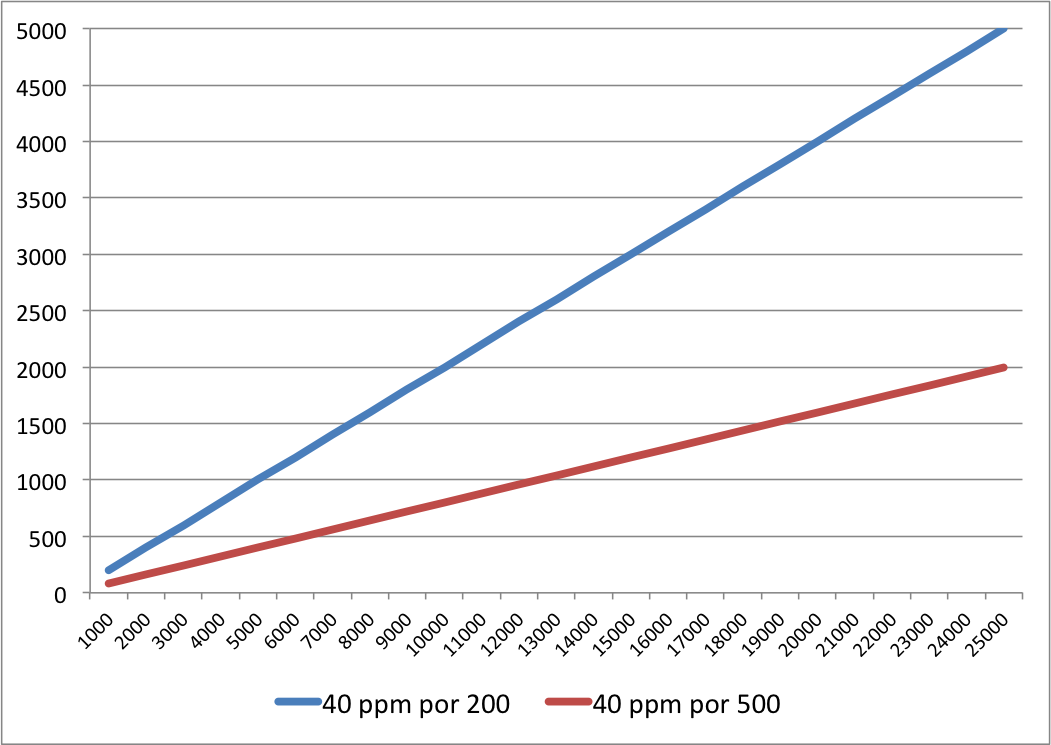
Muchas plantas o personas creen que no hay necesidad de anotar cuantas horas o kilómetros ha trabajado el aceite, pero esto está lejos de la verdad. 40 partes por millón (ppm) de desgaste de hierro puede ser normal en un motor de marca “X” en 500 horas, pero es anormal en 200 horas. Al final nuestro objetivo es reducir el desgaste por cada cien horas o cada mil kilómetros. Éstas y otras variables ayudan a una buena interpretación de los resultados. Sin esos datos podemos estar a ciegas.
Hay Ingenieros o técnicos que argumentan que solo quieren saber si es hora de cambiar el aceite o no, que así no necesitan saber cuanto trabajó. Si su objetivo es ese, bueno, pero no está haciendo nada para encontrar los daños que se pueden estar acumulando en el equipo ni mejorar el programa de mantenimiento. Si usamos el ejemplo anterior, y llega a 40 ppm de desgaste de hierro como su punto de cambio, solo tomando acción de cambio de aceite cada 40 ppm, puede estar cambiando cada 100 horas o 50 cuando alguien sopla el filtro de aire (en caso de aceite de motor), pero si hace una referencia a las horas trabajadas, realiza que tiene que entrenar el operador o poner un precinto en el filtro de aire, bajando la frecuencia de cambios y aumentando la vida útil del motor.
Aquí vemos como ese desgaste adicional acumula en 25.000 horas de trabajo. Si ese motor de nuestro ejemplo podría tolerar una acumulación de 2000 ppm antes de su reparación, estaríamos reparándolo a las 10.000 horas en lugar de 25.000 horas. (La esperanza de algunas marcas es de 18 mil horas con un mantenimiento promedio. Es decir alejado del que proponemos para un concepto proactivo). Pero que en nuestros países la vida de un motor sea 10 mil horas es restarle la mitad del valor a un equipo. O lo mismo es pagar el doble por el equipo al momento de comprarlo.
Los detalles
Hay muchas cosas que se puede analizar en el aceite y eso dependerá de los objetivos que tengamos, pero ninguna tendrá valor si no hacemos caso a las recomendaciones. Es decir que cada análisis genera un plan de trabajo, por lo que se tendrá que tener cuidado en el plan de muestreo para no incurrir en costos y recursos sobre-dimensionados. Pocos días atrás nos pidieron una cotización de estas características del aceite de una serie de compresores, reductores, prensas, etc.:
- Análisis normal estándar
- Valor de oxidación
- Valores TAN y TBN
- Valores PQ
- Valores de % agua
- Recuento de partículas.
El valor de oxidación es apropiado para ciertas aplicaciones, especialmente con aceites baratos de mala calidad, formulados con aceite básico grupo I que por su naturaleza se oxidan muy rápidamente, especialmente en compresores. Pero hay que entender como afecta el funcionamiento y cuanto es compensado por rellenos con aceite fresco. Requiere un análisis del mismo aceite virgen para comparar. Si mezclan marcas o no tienen una muestra del aceite original, no se puede determinar la degradación. Normalmente no se analiza la oxidación de aceites sintéticos, pero se mide el TAN.
El valor TAN mide la acidez del aceite. Normalmente se usa en aceites de reductores o sistemas hidráulicos, y aceites para motores a gas natural. También requiere un análisis del mismo aceite virgen para comparar. Si mezclan marcas o no tienen una muestra del aceite original, no se puede determinar la degradación.
El TBN es el número básico, indicando la reserva de alcalinidad en el aceite. Normalmente solo se mide en aceite de motores. No tiene sentido analizar el TBN de un aceite acídico o donde no usan antiácidos. Pero en este caso lo piden. El TBN de aceites baratos y de mala calidad tiende a bajar rápidamente por el aceite básico pobre y los malos aditivos que usan. Un buen aceite mantiene su TBN entre 2 a 4 veces más tiempo.
El porcentaje de agua es valido pedir, pero normalmente está incluido en el paquete básico. Si usted fuera el encargado y recibe los resultados indicando un contenido de agua en un reductor, su acción será : ¿Pondrá un secador en el respiradero? o ¿Archivará los resultados? Nuestra experiencia indica que no hará nada más que cambiar aceite y volver a lo mismo, contaminando el nuevo aceite.
El índice “PQ” indica la cantidad de hierro actual en la muestra. Cuando relacionamos esto con las partes por millón podemos determinar si el hierro viene de corrosión por descomposición del aceite, o por desgaste que es potencialmente catastrófico. En el ejemplo anterior, si tuviéramos un número PQ cerca de los ppm de hierro, podríamos asumir que todo es normal, pero por lo que las partículas grandes (sobre +/- 5 a 8 µm) no están incluidos en el ppm de hierro, aunque sí, están en el PQ, podemos identificar de donde vienen.
El conteo de partículas también nos identifica partículas grandes, pero no identifica si son de hierro o de otros materiales o tierra. Se usa la escala ISO 4406:99 y es muy buena para identificar el nivel de limpieza y la eficiencia del sistema de filtración. Pero no sirve de nada si la muestra no fue tomada con mucho cuidado, ya que puede ser afectada por el mismo polvo en el aire donde se toma la muestra o la condición del frasco. Esta prueba indica la cantidad de partículas sobre 4 µm, 6 µm, y 14 µm. Tenemos varios boletines sobre la escala de partículas en la tabla del ISO 4406:99. Para mayores detalles pueden empezar con el boletín 115 y el boletín 129.
Toma física de la muestra
Se debe tomar en cuenta que buscamos la limpieza ante todo y generalmente no nos encontraremos en un ambiente que nos garantice tal situación por lo que las medidas para evitar sesgos deben ser cuidadosas, acá les mostramos una de las muchas sugerencias (muy usado en Norteamérica) que pueden haber para evitar el polvo:

El volumen de lubricante para un laboratorio común es de 100cc. (como capacidad mínima), sin embargo esto puede variar según el estudio, averiguar bien con su proveedor.
Para tomar las muestras es necesario tener las botellas, la bomba de vacío, la manguerita (varios metros para ir recortando) y la etiqueta para identificación.



Si desea puede hacer un corte diagonal a la manguera para que esta operación no sea difícil.
No olvidarse de cerrar la rosca que sujeta la manguera, esto para sellarla.





Lo más importante es asegurar que la muestra sea tomada en caliente, con el aceite circulando, directamente al envase etiquetado que irá al laboratorio. Además, para ser válido, tiene que ser tomado exactamente de la misma manera y el mismo lugar cada vez, así genera un historial sobre el cual podemos inferir tendencias.
Y debería ser tomada, cuando se pueda, justo antes de entrar a la parte critica del equipo:
- En una turbina, después del enfriador pero antes de la turbina.
- En un reductor, en circulación. Cuando tienen una bomba, al salir de la bomba a los engranajes. Si es por salpicado, del reservorio in circulación, no del fondo.
- En un sistema hidráulico, se debe tomar al entrar de vuelta al reservorio, indicando desgaste que puede haber en los pistones o sistema activado.
- La muestra del compresor debería ser del cárter, pero no del fondo.
- Motores estacionarios frecuentemente tienen una válvula de muestreo después de los filtros y el enfriador, antes de llegar a los sectores críticos para indicar la condición del aceite entrando al motor donde será contaminado por residuos de la combustión. Esto muestra la eficiencia de los filtros.
- En autos, camiones, etc. normalmente se toma por una bomba de vacío (comúnmente llamada vampiro) del cárter o en el cambio de aceite, en medio chorro.
Tomar muestras y hacer analizar solo para llenar un formulario y mandar a la oficina corporativa es lo mismo que desperdiciar recursos y más aún perder la oportunidad de mejora de nuestras manos.
Para ver más sobre los detalles de degradación, desgaste, la interpretación de los resultados y ejemplos de problemas identificados, pueden entrar a este enlace.
La información de este boletín técnico es de única y completa propiedad de Widman International S.R.L. Su reproducción solo será permitida a través de una solicitud a info@widman.biz no permitiendo que esta altere sus características ni su totalidad.
Visitantes a este sitio